您好!欢迎访问广西桂林南宁骏旗机械
欢迎来电咨询:13305970777




广西桂林南宁压延机是将推压、挤出的聚四氟乙烯分散树脂料棒、条、基片等,在两支受热的压延辊筒之间采用送、展、压等方式,将其压成聚四乙烯均匀薄膜。机器带有薄膜厚度调节装置,整机的结构紧凑,构造简单实用,操作维修方便。
广西桂林南宁生料带冷分切机厂家_聚四氟乙烯添加剂回收机价格_聚四氟乙烯压延机械性能卓越广西桂林南宁聚四氟乙烯填充料薄膜设备_ePTFE质子交换膜生产线_生料带旋转混料机广西桂林南宁生料带压膜机厂家_ePTFE净化膜设备_聚四氟乙烯防水膜设备
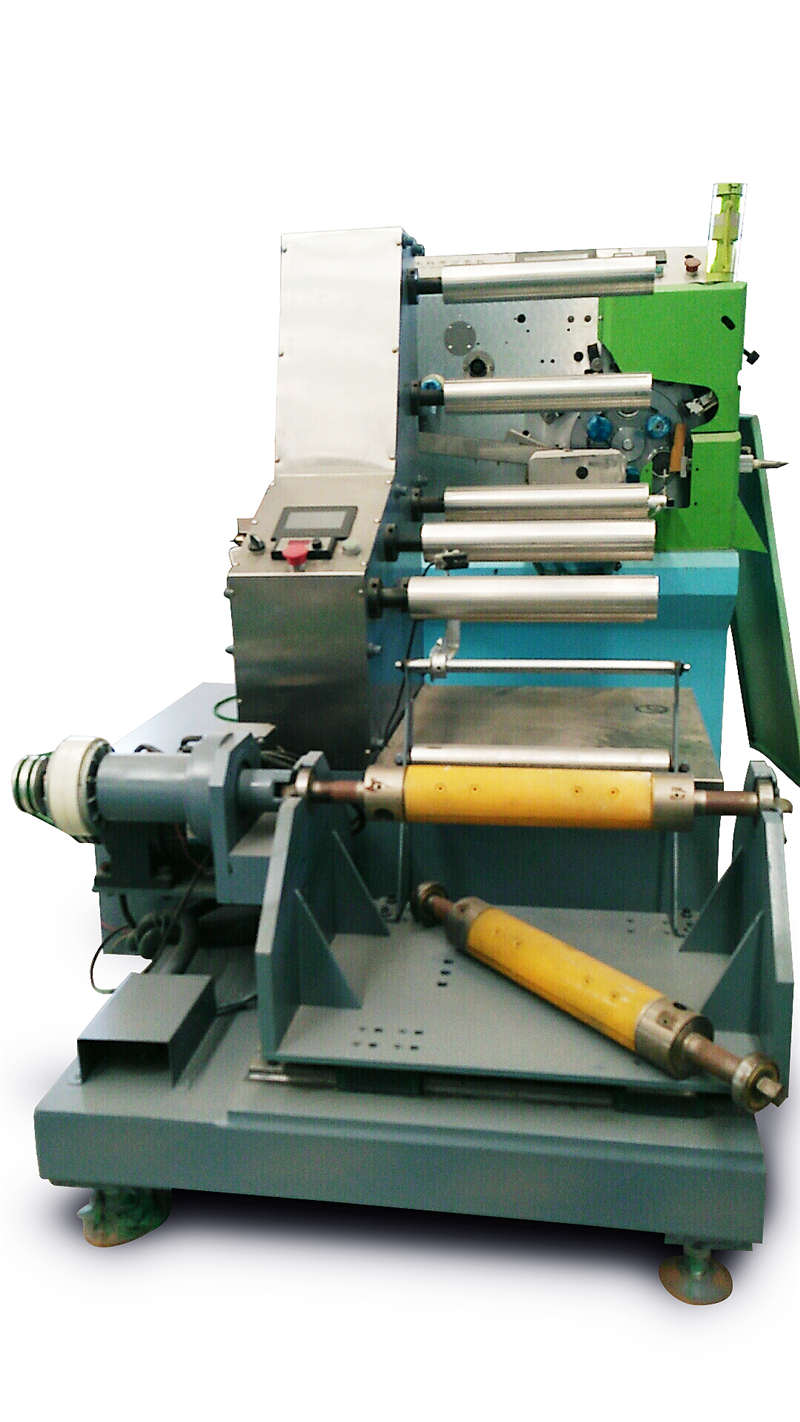
数控精密压延机(6050型、液压+斜块)
产品型号: KDYY-JM-6050
规格尺寸: 3060×1200×2050 mm(L/W/H)
整机重量: 约7500 Kg
供电电压: 380V/50Hz(三相五线制)
装机总功率: 27.5 Kw
a、运动电机功率: 5.5kw×2
b、辊缝调节电机功率:0.75kw×2
c、辊加热功率: 15 kw
运动电机额定转速: 1400 rpm
压延机线速度: 5~40 m/min
压延厚度范围: 0.06-0.5 mm
结构样式: 双辊筒立式排列
传动方式: 双变频电机+齿轮减速器+万向联轴器
驱动方式: 变频电机(无级调速)
上辊升降机构: 液压油缸升降、保压
辊运行稳定机构: 双液压油缸+曲柄油隙平衡机构
辊缝间隙调节方式: 移动精密斜块式调节机构(伺服+行星组合+滚珠丝杆)+光栅尺反馈
辊轴头材质: 40Cr钢(调质)
辊轴承位直径: Ø180mm
辊轴轴承类别: 精密轴承/液压轴承(静压轴承)
辊面材质: 42CrMo钢锻造
辊面处理方式: 中频淬火(硬度HRC55-58),表面镀硬铬、研磨
辊面硬度: HRC58
辊筒直径: Ø600 mm
辊面长度: 500 mm
辊筒径向跳动精度: 0.005 mm
辊筒辊面跳动精度: 0.005 mm
铬层精磨厚度尺寸: 0.07-0.1 mm
辊面粗糙度: Ra0.1μm(半镜面处理)
辊筒加热方式: 导热油介质循环恒温加热
辊面工作温度: ≦80℃
标准件品牌:
触摸屏: DELTA 、10吋(人机界面)
PLC: DELTA (台湾)
变频器: DELTA (台湾)
伺服电机: DELTA (台湾)
辅助电器: SCHNEIDER (法国)、OMRON (日本)
编码器: OMRON (日本)
光栅尺:
精密轴承: NTN (日本)、HRB(哈尔滨)
行星减速机: SHIMPO (日本)
滚珠丝杆: HIWIN (台湾)
液压油管: manuli(意大利)
液压组件: 山武、海泰克
技术要点说明:
压延机是将推压、挤出的聚四氟乙烯分散树脂料棒、条、基片等,在两支受热的压延辊筒之间采用送、展、压等方式,将其压成聚四乙烯均匀薄膜。机器带有薄膜厚度调节装置,整机的结构紧凑,构造简单实用,操作维修方便。
1、压延辊筒结构:辊筒内部采用螺旋内胆,用导热介质循环加热,辊筒加热精准温度由外置模温机组来控制实现,模温机组以导热油或无离子水为介质,外加水冷却系统,以实现压延辊温度的精准性。
2、辊筒材质:辊筒采用42CrMo钢锻造,加工完壁厚为80mm;辊面采用中频淬火工艺,硬度达HRC55-58;在精加工之后,辊筒需做静平衡与动平衡试验测试;试验合格,辊面再采用镀铬工艺处理(均匀硬度可达HRC58以上),再进行辊面研磨,研磨之后铬层厚度为0.09-0.10mm;研磨之后做辊面跳动检测,辊面跳动范围0.006-0.008mm;辊面镜面处理,粗糙度Ra0.02μm。辊轴采用40Cr调质处理。
3、游隙消除装置:为了提升压延产品的精度,压延辊两端轴承均采用高精度轴承组合结构,上、下辊加装液压装置以消除轴承游隙。
4、运动润滑系统:压延机运动部位采用独立润滑泵体,轴承运动部位添加润滑油,间隙滑块部位添加导轨油。
5、运行速度屏控设定:可以根据产品实际需求,我们可以在触摸屏上设置压延辊相应运行线速度,其线速度范围:3~40m/min,触摸屏同步显示。
6、压延辊传动方式:采用两套5.5kw变频电机+平行轴齿轮减速器+万向联轴器组合结构,以实现两辊独立驱动。为确保两压延辊线速度协同,特采用双编码器独立监测,让其实际运行信号反馈给专用PLC,PLC再根据信号独立计算,以实时校准双辊驱动变频器,达到两压延辊线速度同步。
7、压延辊筒压紧装置:为了确保压延辊运行中稳定性,上辊轴承座位置采用2只油缸下压(最大压力25T×2),以确保上辊工作中不会跳动、回退现象发生;油压系统采用高压齿轮泵,最大压力12 Mpa;油缸最大升降距离:60mm,以方便设备维修、保养、清理工作能顺利进行。
8、辊缝间隙调节装置:采用移动斜块式调节机构+精密丝杆+精密减速器+伺服电机为组合装置,借用光栅尺信号反馈(分辨率0.001mm),光栅尺将检测调距斜块位移量,并在屏幕显示相应位置变化量,以实现辊缝精准调节。通过触摸屏数字化调节辊缝间隙,可两边同步调节厚度,也可单边独立微调(调整精度为0.001mm),调节量与基准校正均在触摸屏底层完成。
9、压延辊保护装置:为了避免损坏辊筒,特设置辊筒机械硬限位保护装置,减少因员工误操作而对设备造成的损坏。
10、鱼尾导向板及支架:为了满足不同客户使用要求,可以根据客户定制导向板(鱼尾板),材质为铸造青铜或航空铝,其安装高度可调节、同步进退(齿轮齿条组合联动),也可左右微调;导向板内孔定制商榷。
11、智能数据采集:设备根据设定、运行状况,将工作中的数据自动、实时上传至物联网服务端,以方便技术部进行数据分析与案例存档。
广西桂林南宁ePTFE电缆绕包带生产设备是电力行业中的关键设备之一,其在电缆制造过程中起着至关重要的作用。本文将介绍ePTFE电缆绕包带生产设备的工作原理、技术特点以及在电力行业中的应用价值。
2024-05-26广西桂林南宁聚四氟乙烯(PTFE)微孔膜是一种应用广泛的高性能薄膜材料,具有优*的耐高温、耐腐蚀、抗化学品侵蚀等特性,在医疗、电子、化工等领域有着重要的应用。而PTFE微孔膜的生产需要依赖于PTFE微孔膜生产线,本文将探讨该生产线的技术及应用。
2024-05-22广西桂林南宁生料带挤出设备在塑料加工行业中扮演着至关重要的角色,其价格涉及多个因素,需要深入了解其构成和影响因素。
2024-05-22广西桂林南宁在现代电子领域,电路板作为电子设备的核心组成部分,对于传输信号和电能具有重要作用。而PTFE覆铜板作为一种特殊的电路板材料,以其高绝缘性、低介电损耗和优*的性能,受到了电子行业的广泛关注。PTFE覆铜板生产线作为制造这类高性能电路板的关键工具,在电子行业中扮演着先锋的角色。
2024-10-21广西桂林南宁ePTFE(扩张聚四氟乙烯)透气膜是一种具有独特微孔结构的高性能材料,其在多个领域中发挥着重要作用。本文将介绍ePTFE透气膜的概念、制备工艺以及广泛应用的设备。
2024-07-22广西桂林南宁ePTFE(扩展聚四氟乙烯)线缆作为一种在特殊环境下具有出*性能的电缆产品,在电子、通讯、航空航天等领域得到了广泛应用。为了生产高质量的ePTFE线缆,现代化的ePTFE线缆机械得到了不断的技术革新和应用。本文将探讨ePTFE线缆机械的技术特点和市场应用前景。
2024-06-07